производство пенобетона, оборудование, технология пенобетона
Относительно молодой строительный материал — пенобетон становится все более и более популярным в последние годы, благодаря простоте и дешевизне изготовления и возможности эффективного и удобного применения при проведении строительных работ. Основное преимущество пенобетона, отличающее его от других стеновых материалов, — это уникальный компромисс прочности, долговечности и теплоизоляционных свойств. Что немаловажно, все эти параметры одновременно имеют достаточно усредненные характеристики, соответствующие самым современным требованиям по теплоизоляции, прочности, экологичности, пожаростойкости и т.д.
Основные способы производства пенобетона
Для получения данного материала достаточно вспенить обычный раствор из цемента и песка, либо добавить в пескоцементную смесь готовую пену, изготовленную в специальном генераторе.
- Первым вариантом получения готовой смеси пенобетона является вспенивание цементного раствора непосредственно в баросмесителе.
- Вторым способом является производство пенобетона в отдельном смесителе с последующим добавлением пены, приготовленной в пеногенераторе.
Для быстрого и эффективного пенообразования производители используют специальные химические добавки — пенообразователи. Меняя дозировку пены (в соотношении с цементным раствором) можно получать различную плотность пенобетона на выходе.
Значение плотности напрямую связано с прочностью и теплоизоляционными свойствами пенобетонного изделия. Чем плотнее, тем прочнее и «холоднее» и, соответственно, наоборот. Обозначается степень плотности литерой D c цифровым индексом от 400 до 1200. От степени плотности зависит и область применения изделия из пенобетона. По своему предназначению они подразделяются на:
- теплоизоляционные плотностью D400-D500 (теплоизоляция несущих стен из кирпича и т.п)
- конструкционно-теплоизоляционные плотностью D600-D1000 (применение в качестве несущих стен, обладающих высокими показателями теплоизоляции)
- конструкционные D1100-D1200 (возведение несущих стен с средними показателями по теплоизоляции, лучшими чем у железобетона, но худшими чем у большинства ячеистых бетонов.
 Примерно такое же значение плотности имеют блоки из керамзитобетона )
Примерно такое же значение плотности имеют блоки из керамзитобетона )
 Примерно такое же значение плотности имеют блоки из керамзитобетона )
Примерно такое же значение плотности имеют блоки из керамзитобетона )
Благодаря мобильным установкам пенобетон можно изготовить непосредственно на стройке, что безусловно очень удобно. Применять полученный материал можно для заливки утепляющих и конструкционных монолитных конструкций непосредственно на стройплощадке, производстве, заводе и т.д.
Стоит заметить, что в большинстве случаев изготовление пенобетонной смеси — все же стационарный процесс, преимущественно проходящий в цехах по производству пеноблоков и т.п. стеновых и теплоизоляционных панелей и плит.
Применение пенобетона
Так чем же привлекателен пенобетон, производство которого в последние годы стало активно развиваться. Наверное, потому что процесс изготовления пенобетонной смеси не требует больших вложений в оборудование; технология производства несложна; и как следствие вышесказанного — это экономически выгодно и доступно даже небольшим фирмам и частным предпринимателям.
Для получения готовой смеси нет необходимости в гравии, извести, щебне или керамзите. Основными компонентами пенобетона являются песок, портландцемент и пенообразователи. Немаловажно, что все эти материалы обладают высокими показателями по экологичности, прочности и долговечности одновременно. Доступность и низкая цена сырья для производства пенобетона — тоже идет в плюс.
Хорошая подвижность смеси позволяет заполнять ей любые форм-оснастки и блок-формы. Также есть возможность производить заливку в узкую вертикальную опалубку за счет того, что материал не требует уплотнения вибрированием при укладке.
Производственный процесс не требует особых затрат и достаточно иметь лишь баросмеситель и специальные металлические формы для отливки готовых пеноблоков стандартных размеров. Иногда применяются формы изготовленные из ламинированной фанеры.
На больших предприятиях для облегчения процесса можно производить замешивание и заливку блоков автоматизировано (с применением АСУ), что в значительной степени снижает трудозатраты, повышает качество продукции и делает процесс производства пенобетонной смеси более технологичным и нормируемым.
Преимущества пенобетона и изделий из него
Применение пенобетонных блоков и пенобетона позволяет производить строительные работы, с соблюдением самых современных нормативов по теплостойкости ограждающих конструкций построек и прочности здания в частности.
И в данной стихии пенобетон пока не имеет достойной конкуренции (за исключением газобетона — материала, близкого ему по своим основным характеристикам).
Жилье, построенное из пеноблоков, комфортабельно в проживании и обладает такими преимуществами, как:
- сохранение прохлады в помещении летом
- хорошая звукоизоляция
- высокая экологичность (сравнима с деревом)
- хорошая прочность и долговечность (близкая с кирпичу)
- идеальная поверхность стен, не требующая больших затрат и усилий при отделке
- высокая огнестойкость
- отсутствие так называемых «мостиков холода» (благодаря тонким швам клея между блоками)
- невысокая стоимость производства пеноблоков
Применение пенобетона в строительстве в значительной степени снижает затраты на возведение здания, а при производстве смеси непосредственно на стройплощадке позволяет существенно снизить и транспортные расходы. В результате заказчики получают относительно недорогую, качественную и долговечную постройку, отвечающую всем современным европейским требованиям.
Технология производства пенобетона в домашних условиях
Строительство дома, как правило, сопровождается значительными расходами. Желая оптимизировать их, многие принимают решение выполнять часть работ самостоятельно, в том числе и изготавливать строительный материал. Покупка необходимого количества пеноблоков стоит не дешево.
Разобравшись, в чем заключается технология пенобетона, не составит труда выполнить работы по его изготовлению самостоятельно. Производство ячеистого блока выполняется достаточно легко при правильном подходе.
Последовательность выполняемых работ:
- приготовление раствора из смеси цемента и песка;
- приготовление пенного раствора;
- формирование блоков.
Материалы и инструменты:
бетономешалка;
емкости или формы;
пеногенератор;
цемент;
песок;
затвердитель;
пенообразователь.
Качество будущего изделия напрямую зависит от пропорций, соблюдаемых при заготовке раствора. Песок и цемент следует брать в равных частях, а пенообразователь и затвердитель добавлять в количествах, указанных в инструкции по применению.
Технология производства пенобетона предусматривает подготовку смеси основных ингредиентов (песок, цемент и вода), как это делается для классического варианта бетона.
Далее следует постепенно добавлять пенообразующий раствор. Рекомендовано использовать синтетический пенообразователь или изготавливать его аналог, используя такие составляющие, как канифоль, столярный клей и едкий натрий.
Для приготовления добавки нужно измельчить, перемешать, а затем подогреть ингредиенты. Формирование такой смеси возможно исключительно при наличии пеногенератора. Готовая однородная смесь соединяется с бетоном и формирует состав для создания пеноблоков.
Особенности формирования раствора бетона:
- песок выбирается мелкий, без примесей глины;
- воду можно использовать водопроводную. Наличие солей и кислот недопустимо;
- оптимальные марки используемого цемента – М400, М500.
Приготовление раствора
Имея все необходимые средства и инструменты, нужно приступать к изготовлению раствора, соблюдая следующие правила:
- бетономешалка должна быть заводского исполнения. Самодельные устройства не всегда могут дать нужный результат;
- для изготовления форм можно взять фанеру, при этом важно соблюдение размеров и пропорций;
- для скорейшего затвердения состава следует воспользоваться ускоряющими средствами. Один из часто используемых ускорителей – хлористый кальций. Его следует добавлять в готовую смесь из бетона и пенообразователя в количестве, равном примерно 2% от общей массы;
- полученные в результате блоки нужно выкладывать на поддоны, после чего отправлять на стройплощадку.
Цемент необходимой марки и речной песок (1:3) засыпаются в бетономешалку. Далее постепенно заливается вода и пенообразователь. После тщательного перемешивания состава следует добавить отвердитель. Спустя 1-2 минуты раствор готов к дальнейшим манипуляциям.
Заливка форм
Перед началом формирования блоков нужно подготовить емкости. Для этого нужно очистить форму от остатков смеси или грязи, после чего смазать ее специальным составом (без масел).
Смазка необходима для того, чтобы готовый блок можно было легко извлечь из формы. С этой же целью можно обтянуть емкость полиэтиленом. Изготовление изделий может выполняться двумя способами: литье и резка.
Литьевая технология формирования блоков
Предусматривает заливку бетонной смеси в металлическую форму, выполняющую роль оснастки. Находясь в металлическом блоке высотой 60см, бетонная смесь высыхает, затвердевает и обретает нужную прочность.
После этого готовое изделие извлекается из формы. Такая технология не требует приобретения дорогостоящего оборудования, однако, имеет ряд недостатков:
- возможно отклонение от геометрических параметров при использовании форм из тонкого металла. Применение более плотного материала позволит избежать этого недостатка;
- с помощью готовой формы можно изготовить блоки одинакового размера. Получение блоков разной величины возможно с использованием дополнительной оснастки;
- на краях изделия возможно образование изогнутой формы;
- на этапе распалубки блоки могут повредиться из-за недостаточной смазки форм.
Хорошее застывание пенобетона обеспечивает температура в помещении не менее +5 градусов. Спустя сутки после заливки форм можно извлечь готовые изделия, уложить на подготовленные поддоны и оставить их так на 16 часов.
Формирование блоков способом резки
Такой метод подразумевает заливку бетонной смеси в большую форму с последующей нарезкой готового блока на нужные размеры. Преимущества данной технологии:
Преимущества данной технологии:
- возможность получения элементов различной формы в процессе одной заливки и без дополнительных расходов;
- отсутствие сколов и неровностей на углах и гранях, что дает возможность экономить на последующей отделке стен;
- эстетичный внешний вид изделий;
- хорошая адгезия;
- отсутствие «горбов» на крайних блоках. Данную неровность просто срезают.
После выполнения всех этапов работы, получив блоки нужного размера, можно приступать непосредственно к строительству. Если результат не удовлетворяет своим качеством или прочностью, следует пересмотреть используемое сырье – возможно, оно не соответствует критериям отбора.
Кроме того, причина может быть в несоблюдении пропорций и температурного режима. Устранив все имеющиеся недочеты, следует приступить к изготовлению следующей порции блоков.
Самостоятельное производство позволит значительно сократить расходы на строительный материал. Справиться с этой задачей может каждый. Важно правильно подобрать сырье, подготовить необходимые инструменты и формы для заливки пенобетона.
Пенобетон: технология производства
.
Пенобетон по своей внутренней структуре имеет много общего с пеной. При его изготовлении используется технология, позволяющая создать в массе исходного сырья множество пузырьков. Полученный продукт отличается от традиционного бетона меньшим весом и более высокими теплоизоляционными качествами.
Сырье для получения пенобетона
Этот стройматериал состоит преимущественно из цемента, песка, содержит небольшое количество золы. По составу он идентичен обычному бетону, но имеет существенное отличие: в нем на этапе изготовления образуются замкнутые ячейки, которые впоследствии заполняются воздухом. Образование ячеек обусловлено введением в смесь специального пенообразователя. Вспененный бетон заливается в форму и твердеет в естественных условиях.
Этапы изготовления пенобетона
Выделяют два этапа получения этого материала. Сначала приготавливается пена – для этого задействуется оборудование, известное как пеногенератор. На следующем этапе происходит добавление пены в исходный бетонный раствор.
При так называемой «сухой минерализации» пены добавление пены осуществляется в сухую смесь цемента и песка. Технология «мокрой минерализации» заключается во введении пены в жидкий цементно-песчаный раствор.
Как готовят пену
Для получения пены используется жидкий пенообразователь. Этот состав поставляется в концентрированном виде, поэтому его необходимо разбавить водой. Делают это с помощью емкости, оснащенной перемешивающим устройством с низкой скоростью оборотов. Разбавленный «рабочий» раствор насосом нагнетают в пеногенератор. Эти приборы отличаются по конфигурации, но работают по единому принципу. Основным узлом является металлическая трубка, внутри которой и происходит образование пены. В этом процессе участвует наполнитель трубки – в условиях стройплощадки можно использовать болты, винты, всевозможные мелкие детали. Пена создается при подаче в трубку сжатого воздуха.
Качество получаемой пены
Специалист, управляющий пеногенератором, контролирует скорость и давление поступающего воздуха. Эти значения могут варьироваться в зависимости от того, какую пену нужно получить. Именно на этом этапе большинство строителей допускает ошибку, а вся вина перекладывается на оборудование. Для получения качественной пены работать с пеногенератором должен не работник «с улицы», а квалифицированный инженер с химическим образованием. Разумеется, это увеличивает себестоимость пенобетона, но без профессионального подхода приготовить материал с требуемыми характеристиками невозможно. Отсюда и появляются негативные отзывы о якобы плохом оборудовании и низком качестве пеноблоков.
Пену подают в пенобетоносмеситель, где при скорости вращения 300 об/мин происходит смешивание всех компонентов. В емкость медленно поступают сухой цемент и песок (при «сухой минерализации»). Если осуществляется производство по методу «мокрой минерализации», то пена поступает в заранее приготовленный бетонный раствор.
В емкость медленно поступают сухой цемент и песок (при «сухой минерализации»). Если осуществляется производство по методу «мокрой минерализации», то пена поступает в заранее приготовленный бетонный раствор.
По окончании этого процесса полученный раствор подают в заранее подготовленные формы. Для облечения процедуры расформовки застывших блоков, для форм используется специальная смазка для опалубки.
Назначение пенобетона
Сфера применения пенобетона гораздо более широка, чем у традиционного бетона. Его используют для производства стеновых блоков разнообразной конфигурации, в монолитной технологии домостроения, для устройства плит перекрытия и укладки стяжки пола. Кроме того, пенобетон с низкой плотностью подходит для теплоизоляции крыш, стен и разнообразных конструкций.
http://brickandpress.com/
.
27.08.2018
27.08.2018
27.08.2018
27.08.2018
27.08.2018
Технология производства пенобетона от А до Я
Ячеистый бетон (газобетон или пенобетон) не нуждается в рекламе — это наиболее известный строительный материал, как тёплый и шумопоглощающий. Равному этому материалу по своим свойствам в настоящее время нет.
Большинство домов за рубежом и в РФ строится с применением автоклавного ячеистого бетона.
Одним из самых перспективных направлений в насыщении рынка лёгким бетоном — является развитие безавтоклавного производства ячеистого бетона. Стоимость такого производства в 100 раз меньше автоклавных линий.
Пористость ячеистого бетона сравнительно легко регулировать в процессе изготовления, в результате получают бетоны разной плотности и назначения.
В силу простоты технологии и малой потребляемой энергоёмкости производства, наличие входных компонентов — делает такие технологии доступным для рядовых граждан, и поэтому могут являться массовым (народным) производством.
Неавтоклавный ячеистый бетон, в отличие от автоклавного, может производиться при обычных климатических условиях с применением обычного не измельченного песка.
По некоторым своим характеристикам превосходит автоклавный ячеистый бетон, является наиболее дешёвым и доступным производством для малого и среднего бизнеса.
Ячеистые бетоны делят на три группы:
- теплоизоляционные, плотностью в высушенном состоянии не более 500 кг/м3;
- конструкционно-теплоизоляционные, плотностью 500-900 кг/м3;
- конструкционные (для железобетона), плотностью 900-1200 кг/м3.
Существует несколько технологий производства пенобетона, которые по своей сути достаточно просты.
В цементно-песчаную смесь добавляется пенообразователь или готовая пена. После перемешивания компонентов получается бетон насыщенный пузырьками воздуха плотностью от 250 до 1400 кг/куб.м.
Получаемая смесь сразу готова для формирования из нее различных строительных изделий: стеновых блоков, перегородок, перемычек, плит перекрытия и т.д.
Такой пенобетон с успехом можно использовать для заливки в формы, пола, кровли, а также для монолитного строительства.
В отличие от ячеистого газобетона, при получении пенобетона используется менее энергоемкая безавтоклавная технология.
Кроме простоты производства, пенобетон обладает и множеством других положительных качеств.
Например, в процессе его приготовления легко удается придать этому материалу требуемую плотность путем изменения подачи количества пенообразователя. В результате возможно получение изделий плотностью от 250 кг/м3 до самых предельных значений легкого бетона 1400.
Пенобетон является экологически чистым материалом.
Характеристики пенобетона
| Показатель | Ед. изм. | Кирпич строительный | Строительные блоки | Пенобетон | ||
глин. | силик. | керамзит | газобетон | |||
Плотность | кг/м3 | 1550 — 1750 | 1700 — 1950 | 900 — 1200 | 300 — 1200 | 300 — 1200 |
Масса 1 м2 стены | кг | 1200 — 1800 | 1450 — 2000 | 500 — 900 | 90-900 | 90 — 900 |
Теплопроводность | Вт/мК | 0.6 — 0.95 | 0.85 — 1.15 | 0.75 — 0.95 | 0.07 — 0.38 | 0.07 — 0.38 |
Морозостойкость | цикл | 25 | 25 | 25 | 35 | 35 |
Водопоглощение | % по массе | 12 | 16 | 18 | 20 | 14 |
Предел прочности при сжатии | МПа | 2.5 — 25 | 5-30 | 3.5 — 7.5 | 0. | 0.25 — 12.5 |
 5 — 25.0
5 — 25.0Марка бетона по средней плотности в сухом состоянии | 400 | 500 | 600 | 700 | 800 | 900 | 1000 |
Пределы отклонения средней плотности бетона в сухом состоянии,. кг/м3 | 351 — 450 | 451 — 550 | 551 — 650 | 651 — 750 | 751 — 850 | 851 — 950 | 951 — 1050 |
Коэффициент теплопроводности бетона в сухом состоянии не более, Вт/(мК) | 0.1 | 0.12 | 0.14 | 0.18 | 0.21 | 0.24 | 0.29 |
Класс бетона по прочности на сжатие | В0.5 | В0.75 | В1 | В1.5 | В2 | В2.5 | В5 |
Средняя прочность на сжатие (при коэффициенте вариации Vп=17%) не менее, МПа | 0.7 | 1.1 | 1.4 | 2.2 | 2.9 | 3.6 | 7.2 |
Сравнительная таблица конструкций стен из пенобетона и керамического кирпича:
| № | Наименование | Материал | ||
| Керамический кирпич | Пенобетон | |||
1 | Объемный вес, кг/м3 | 1800 | 500 | 400 |
2 | Размер,мм высота | 250 | 200 | 200 |
3 | Объем шт в м3 | 0,00195 | 0,048 | 0,048 |
4 | Коэффициент теплопроводности (сух) (L), Вт/м*0oС | 0,80 | 0,12 | 0,10 |
5 | Количество, шт в 1м3 | 513 | 21 | 21 |
6 | Количество, шт в м2 стены в 1 кирпич | 33 | 13 | 13 |
7 | Вес, шт/кг | 3,51 | 24 | 19,2 |
8 | Толщина стены, м для R=2. | 1,45 | 0,24 | 0,20 |
9 | Количество шт, для заданной R | 744 | 5 | 4 |
10 | Масса 1 м2 стены, кг (при заданной толщине) | 2610 | 120 | 80 |
11 | Трудозатраты на 1 м2 стены, чел/час | 7,19 | 1,20 | 1,00 |
 0
0В предлагаемой документации подробно рассмотрена технология производства пенобетона. Представлены чертежи, рисунки с описанием различного оборудования, от самого простого до более сложного, предназначенного для изготовления пеноблоков и производства пенобетона своими руками.
Если вы заинтересовались, свяжитесь со мной любым удобным для вас способом, обсудим способ получения документации.
Три технологии производства пенобетона
Технология изготовления пенобетона достаточно проста, однако чтобы наладить действительно качественный процесс, придется подпортить не одну тонну цемента. Для новичка не всегда понятно, с чего стоит начинать производство. Для технологии пенобетона характерно наличие в распоряжении человека достаточно внушительных капитальных ресурсов. Это необходимо, чтобы создавать качественный товар и поставлять его на рынок. Технология производства пенобетона должна базироваться только на качественных ингредиентах и оборудовании. Только в этом случае можно получить действительно качественный результат.
Благодаря своим надежности, легкости, прочности и экологичности пенобетонные блоки на сегодняшний день считаются наиболее популярным строительным материалом.
Технология изготовления пенобетона подразумевает равномерное распределение пузырьков воздуха внутри всей массы бетона. Есть такой материал, как газобетон. Технология его производства в значительной степени отличается от той, что используется для пенобетона. В данном случае речь идет не о химических реакциях, а подразумевает перемешивание предварительно подготовленной смеси пены и бетона. Пена получается путем взбивания активных веществ, которые производят связку жидкости. Стоит отметить тот факт, что простота производства является отличительной особенностью материала. Техника производства пенобетона подразумевает ряд последовательных операций. О них и стоит поговорить более подробно.
Предварительная подготовка сырья
Непрерывное производство пенобетона.
Технология современного производства пенобетона подразумевает использование цемента марок М400 и М500. Также сюда добавляется чистый песок и сертифицированный российский пенообразователь.
Количество воды должно рассчитываться в соответствии с параметрами пенобетонных блоков. Ее должно быть достаточно для затворения раствора.
Перед тем как добавить пену, обязательно нужно выдержать соотношение цемента и раствора минимум 0,38. Если не выдерживать это соотношение, то в итоге можно получить материал, который не будет соответствовать заданным параметрам плотности.
Это обуславливается тем, что бетон забирает из раствора часть воды, которая используется для частичного разрушения пены. Если говорить об оптимальном водоцементном соотношении, то оно должно составлять 0,45-05.
Вернуться к оглавлению
Приготовление пены: особенности
Итак, теперь можно переходить к более подробному рассмотрению вопроса, связанного с приготовлением пены. Для начала необходимо заранее приготовленный раствор замочить в воде в нужном соотношении. Далее, приготовленный раствор поступает в пеногенератор под давлением. Здесь происходит процесс вспенивания. Это делается с помощью сжатого воздуха, который поступает от специального компрессора. Если говорить о долевом отношении растворенного пеноконцентрата, то оно составляет приблизительно 0,5-1,5 кг на 1 кубический метр бетона. Сразу необходимо производить загрузку из расчета на 4-6 кубических метров пенобетона.
Если говорить о долевом отношении растворенного пеноконцентрата, то оно составляет приблизительно 0,5-1,5 кг на 1 кубический метр бетона. Сразу необходимо производить загрузку из расчета на 4-6 кубических метров пенобетона.
Таблица показателей физико-технических свойств пенобетонов.
Что касается качества пены, то его можно достаточно легко проверить. Для этого ведро переворачивается вверх дном. Если пена имеет белый цвет и не вытекает, то материал подготовлен действительно качественный, а соответственно, можно начинать готовить непосредственно цементный раствор. На самом деле система производства пенобетона может быть как резательная, так и литьевая. Оба варианта достаточно широко используются в современном мире.
Резательная техника производства пенобетона считается самой примитивной. Она подразумевает использование огромной емкости, в которую и производится заливка раствора. Затем уже готовый пенобетон распиливается с помощью специального инструмента на отдельные части по заданным геометрическим размерам. Делается это с помощью специальных резательных установок.
В соответствии с технологией производства пенобетона выделяется несколько их типов. В некоторых случаях применяются ленточные пилы, а иногда и специальные струны. Все зависит от того, что именно имеется в распоряжении конкретного человека, который занимается производством строительного материала данного типа.
Компоненты и оборудование для производства пеноблоков.
Есть несколько неоспоримых преимуществ у подобной технологии производства пенобетона. К основным можно отнести следующие:
- На всех гранях и углах материала отсутствуют сколы, поэтому значительно снижаются трудозатраты на дальнейшую обработку блоков.
- Великолепная геометрия всех блоков. В связи с этим их можно устанавливать с минимальной толщиной шва.
- На поверхности блоков отсутствует смазка, что способствует отличной адгезии и улучшению внешнего вида строительного материала. Разумеется, внешний вид не столь важен. Его всегда можно будет изменить, ведь в дальнейшем подразумевается дополнительная отделка стен. Именно из-за этого адгезия имеет максимально важное значение. Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.
- Возможность изготовления пенобетонных блоков самой разнообразной геометрии. Это достигается за счет того, что конечный продукт имеет достаточно большие размеры. В связи с этим струны и пилы всегда можно настроить на нужный шаг. Всегда можно угодить каждому конкретному заказчику.
 Его всегда можно будет изменить, ведь в дальнейшем подразумевается дополнительная отделка стен. Именно из-за этого адгезия имеет максимально важное значение. Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.
Его всегда можно будет изменить, ведь в дальнейшем подразумевается дополнительная отделка стен. Именно из-за этого адгезия имеет максимально важное значение. Она способствует значительному упрощению отделочных работ, то есть оштукатуриванию.Именно эти преимущества заставляют все больше производителей переходить на подобную технологию производства пенобетона.
http://ostroymaterialah.ru/youtu.be/G8DB30v5xDo
Вернуться к оглавлению
Основные способы производства
Технология производства пеноблоков подразумевает использование трех различных способов производств. В соответствии с этим на рынке присутствует 3 типа оборудования. Это баросмесители, специальные смесители с подачей пены и сухая минерализация пенного состава.
Схема производства пенобетона: 1 — емкость для раствора пенообразователя, 2 — площадка обслуживания, 3 — компрессор, 4 — пеногенератор, 5 — смеситель, 6 — рукав напорный, 7 — формы ярусные.
Если говорить о баротехнологии, то она подразумевает непосредственную подачу в смеситель всех необходимых компонентов в соответствии с дозировкой. Здесь создается определенное значение давления. Перемешивание продолжается приблизительно 3-5 минут. В результате уже готовая смесь под давлением подается в место укладки форм. Здесь и производятся уже готовые пенобетонные блоки.
Сухая минерализация пены подразумевает смешивание пены с сухим цементом и другими компонентами. При этом влажность искусственно не повышается. Она имеет постоянное внешнее климатическое значение. Далее, следует получить пенообразователь. Для этого разводят в специальном сосуде сам пенообразователь и воду. Далее, в пеногенераторе готовится пена, а она подается в смеситель. Далее, производится дозирование всех остальных компонентов. Теперь пену можно смело подавать в специальные формы для приготовления пенобетонных блоков.
Далее, производится дозирование всех остальных компонентов. Теперь пену можно смело подавать в специальные формы для приготовления пенобетонных блоков.
Существует и классическая технология производства пеноблоков. Она заключается в самом примитивном методе получения готового продукта. Здесь растворная смесь смешивается с пеной.
Концентрат пенообразователя смешивается в определенной пропорции с водой.
В результате полученная смесь поступает в пенообразователь. Далее, он поступает в пеногенератор. Именно здесь и происходит окончательное образование пены.
http://ostroymaterialah.ru/youtu.be/2uVnYlja1yM
В отдельной емкости производится дозация отдельно компонентов раствора. В результате обе субстанции подвергаются смешиванию между собой. Замешивание производится в специальном смесители. Именно отсюда материал попадает в формы. Это классика жанра. Такой метод наиболее прост, поэтому используется многими частными производителями.
Вернуться к оглавлению
Некоторые свойства пенобетона
Таблица пропорций для изготовления пенобетона.
Стоит поговорить о том, почему пенобетон сегодня является одним из самых популярных материалов. Это становится возможным благодаря его свойствам. К таковым можно отнести следующие:
- Отличная теплоизоляция. Это достигается за счет пористого строения материала. Его изготовление позволяет в несколько раз снизить затраты на отопление. Это немаловажно ввиду постоянного роста цен на энергоресурсы. Что касается допустимой этажности строительства, то она достаточно высока. Сегодня можно смело строить дома из пенобетона вплоть до 4 этажа.
- Повышенная морозостойкость, которая позволяет возводить дома из пенобетонных блоков даже в центральных и восточных регионах страны. Что касается цикличности, то она составляет 35 циклов, а это весьма существенный срок.
- Повышенная пожаростойкость. Это свойство позволяет стенам из пеноблоков эксплуатироваться даже в самых экстремальных ситуациях. Они способны выдерживать до нескольких часов прямого воздействия огня.
- Воздухопроницаемость. Это очень важно для каждого дома. В связи с этими свойствами налаживается воздухообмен между помещением и окружающей средой. Это не только позволяет сохранять тепло, но и избавляет стены от различного влияния грибка и микроорганизмов.
- Влажность блоков не превышает оговоренного ГОСТом значения.
- Отличные шумоизоляционные свойства, которые защитят всех жителей дома от вредного воздействия шума.
 Они способны выдерживать до нескольких часов прямого воздействия огня.
Они способны выдерживать до нескольких часов прямого воздействия огня.Вернуться к оглавлению
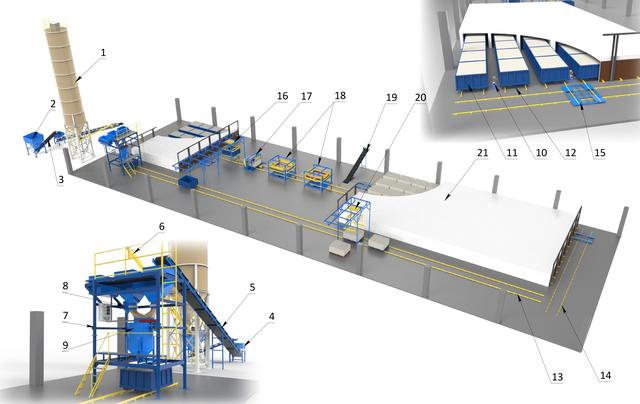
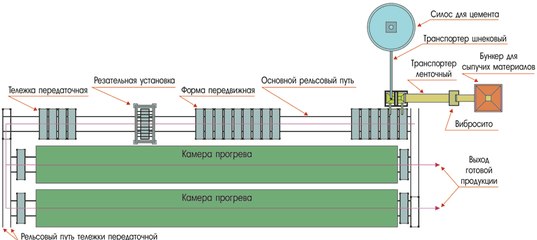
Основные элементы технологической линии по производству
Сравнение теплопроводности пенобетона с другими материалами.
Сегодня для правильного производства пенобетона обязательно нужно обеспечить грамотную технологию его выпуска. Здесь в обязательном порядке должно присутствовать множество различных приспособлений и устройств. К таковым можно отнести следующие:
- Площадка для хранения песка. На ней должна быть обеспечена оптимальная влажность воздуха. Разумеется, желательно, чтобы песок всегда оставался сухим. Это значительно упростит процесс его производства.
- Ленточный транспортер песка. Разумеется, поставка этого материала не должна осуществляться вручную, тем более что для организации простейшего транспортера не нужно великих затрат.
- Бункер для песка со шнеком. В данном случае он будет использоваться для порциональной засыпки материала. Шнек — именно то устройство, которое прекрасно справится с поставленной задачей.
- Бункер для цемента со шнеком. В основном его задача заключается в том же самом, что и предыдущего механизма. Цемент также должен поставляться в конечный продукт в определенных пропорциях.
- Установка для приготовления материала. О них было рассказано выше. Выбор зависит напрямую от желаний человека и его финансовых возможностей. Есть полностью автоматические агрегаты, которые сами готовят пенобетон, а есть и те, которые подразумевают вмешательство в процесс человека.
- Пеногенератор. Об этом приспособлении тоже было рассказано выше. Он нужен для приготовления пены.
- Форма. Чаще всего она делается из металла. Именно сюда поступают все компоненты, которые затем превращаются в блоки.
- Камера для термической обработки блоков. Без нее процесс завершить будет невозможно. Здесь они содержатся под определенной температурой. Оптимальным считается соотношение от 70 до 80°С.

Вернуться к оглавлению
Преимущества использования в строительстве
Схема металлической кассетной формы для пенобетона.
- Самое главное преимущество для простых обывателей кроется в стоимости пенобетона. Она намного ниже, чем цена на другие строительные материалы, предлагаемые рынком. Это позволяет сэкономить на возведении собственного дома огромное количество денежных средств.
- Срок жизни не ограничен. Это очень важно для тех, кто хочет, чтобы сооружение послужило верой и правдой еще детям и внукам. Нужно отметить тот факт, что с годами этот материал становится только надежнее и прочнее.
- Вес материала значительно ниже, чем у обыкновенного бетона. Это позволяет использовать минимальное количество трудовых ресурсов и специализированной техники в процессе монтажа.
- Блоки имеют достаточно внушительные габариты, что позволяет заметно увеличивать скорость возведения домов любой конструкции.
- Достаточно высокие показатели прочности, несмотря на пористую структуру.
- Отличные теплоизоляционные характеристики позволяют возводить относительно тонкие стены, которые к тому же в любое время года будут обеспечивать оптимальную температуру в помещении. Здесь есть возможность сэкономить на отоплении.
- Материал обладает отличной звукоизоляцией. Некоторые люди предпочитают использовать обыкновенный бетон для строительства своих домов. При этом желательно, чтобы прослойка делалась именно из пенобетона. Этот материал позволяет в несколько раз увеличить звукоизоляцию основного материала.
- Пенобетон является экологически чистым материалом. Он не выделяет никаких вредных веществ в процессе своей эксплуатации. Он абсолютно не подвержен гниению и воздействию каких-либо окружающих агрессивных факторов.
- В отличие от тяжелых бетонов, данный материал абсолютно не подвержен воздействию огня. Он невзрывоопасен. Это доказано многочисленными испытаниями. Его можно даже использовать в тех конструкциях, которые подвержены возгоранию.
- Материал отлично обрабатывается любыми инструментами. Это позволяет подгонять отдельные куски к общим параметрам конструкции. Его можно не только пилить, но и резать. В некоторых случаях можно обойтись обыкновенным строительным ножом. При этом он не теряет своих эксплуатационных характеристик.
- Соотношение веса и объема материала имеет оптимальные пропорции. В связи с этим значительно снижаются трудовые затраты на монтаж конструкций из него и расходы на транспортировку к месту проведения работ.
- Огромный диапазон получаемых плотностей. Это позволяет использовать пенобетон в самых различных отраслях человеческой деятельности. Универсальность — это то свойство, за которое многие выбирают именно этот материал.

http://ostroymaterialah.ru/youtu.be/idIp5JUB1eg
Вернуться к оглавлению
Несколько слов в заключение
Итак, теперь каждый знает о технологии производства пенобетона. Как стало понятно, в этом нет ничего сложного. Если человек хочет самостоятельно производить подобный материал, то ему обязательно придется подготовиться, то есть приобрести соответствующее оборудование и пригласить специалистов в данной области. Лучше один раз потратиться, чем затем страдать из-за того, что дело не начало приносить прибыль.
http://ostroymaterialah.ru/youtu.be/cc-VOYltmo8
Те, кто прочитал информацию, представленную выше, могут легко оперировать основными терминами, связанными с технологией изготовления пенобетонных блоков. Разумеется, без практики достаточно сложно чему-то научиться.
компоненты, способы и этапы работы
Начиная строительство, будущий владелец дома старается всеми возможными способами сократить расходы на стройматериалы. Низкая стоимость обычно исключает высокое качество используемых материалов, поэтому возникает проблема – качественно или дешево. Пеноблоки стали такими популярными в строительном деле благодаря своей легкости в использовании и своим характеристикам, которые делают этот материал наиболее подходящим для строительства. Высокая стоимость готовых пеноблоков привела к распространению практики самостоятельного изготовления стройматериала. Изготовление пеноблоков в домашних условиях позволяет не только существенно сократить расходы, но и получить не менее качественный материал для сооружения теплого помещения.
Как самому изготовить пенобетон?
Используя необходимое оборудование вполне можно организовать производство в домашних условиях. Производство пеноблоков требует точного выполнения технологии, соблюдения пропорций смешивания компонентов. Если вы решили сэкономить на готовых пеноблоках, изготовив их самостоятельно, следует знать, что технология изготовления домашнего пенобетона имеет некоторые особенности:
- Используйте чистый цемент, марка – от 400 и выше.
- Пену добавляют в последнюю очередь, когда остальные компоненты смешаны до однородной консистенции.
- Качество готовой пены можно проверить нехитрым способом – наберите ее в ведро и переверните емкость – пена не должна вытекать.
- Полузастывший бетон извлекают из форм и разрезают на отдельные блоки. В формах бетонная смесь должна находиться не менее суток, а после разрезания блоки оставляют досыхать на поддоне на 15 часов при температуре от 5 градусов.
Вернуться к оглавлению
Что нужно иметь для изготовления качественного пенобетона?
Чтобы сделать пенобетон своими руками, понадобится немало времени, денежных вложений. Для организации собственного производства вам потребуются специальные материалы и оборудование:
- бетоносмеситель;
- чистый сухой песок;
- качественный цемент;
- чистая вода;
- пенообразователь;
- пеногенератор;
- формы.

Рецептура имеет множество вариаций, качество прямопропорционально зависит от исходных компонентов.
Вернуться к оглавлению
Самостоятельный способ изготовления
Схема производства пенобетона.
Изготовление пеноблоков начинается из расчета объема емкости, в которую потом будет выливаться готовый раствор. Исходя из полученных параметров, рассчитывают количество требуемых компонентов – на каждые 0,5 кубометра требуется 100 л воды и по 200 кг цемента и просеянного песка.
Сначала в бетономешалке смешивают песок, цемент, с помощью специального генератора и химического пенообразователя изготавливают устойчивую пену с расчетом по 500 л пены на 1 кубометр. К цементу и песку добавляют чистую воду, а затем смешивают с готовой пеной. Большинство пеногенераторов снабжены специальным насосом, что позволяет закачивать пену непосредственно в барабан бетономешалки.
Когда все компоненты будут помещены в бетоносмеситель, их необходимо тщательно смешать. Плотность материала регулируется добавлением в него дополнительного количества пены. Готовый раствор выливают в подготовленную форму, дают высохнуть. Сухие блоки извлекают из форм, оставляют на сутки для полного высыхания. Процесс производства необходимо проводит при температуре не ниже 5 градусов.
Пенообразователь можно купить в специализированных магазинах, или сделать в домашних условиях. Для этого вам понадобится 150 г едкого натра, 1 кг канифоли, 60 г столярного клея. Компоненты соединяют, немного нагревают и помешивают до состояния однородной массы. Перед процессом изготовления пены готовый раствор смешивают с водой.
Формы для будущих блоков можно сделать из фанерных или металлических листов. Изготовление требует внимательности и строгого соблюдения пропорций – они должны быть геометрически правильными. Во избежание вытекания готового растворы, их обтягивают полиэтиленом. После извлечения блоков можно сразу же наливать следующую порцию раствора.
Вернуться к оглавлению
Себестоимость самостоятельного изготовления
Лучше выбирать цемент М-400 или М-500.
Стоимость изготовленных дома пеноблоков намного ниже, чем цена готового продукта. Для приготовления 1 кубометра материала D600 вам понадобится:
- 200-250 кг песка и цемента;
- 1,5 л пенообразователя;
- вода.
К стоимости компонентов добавьте расходы на электричество, которое потребляет оборудование.
Основные расходы идут на цемент, остальные компоненты составляют четверть стоимости цемента. На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка – всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов.
Вернуться к оглавлению
Этапы работы
Процесс состоит из трех главных этапов – приготовление раствора, разливка по формам, разрезание. Для изготовления качественных пеноблоков необходимо разобраться в особенностях технологии каждого из них.
Вернуться к оглавлению
Раствор пенообразователя
Прежде всего, подготавливается цементная смесь как для обыкновенного бетона. Преимущественно выбирают цемент марки М400 или М500. Проследите, чтобы песок был сухим, без посторонних примесей, ракушек или камешков. Что касается воды – подойдет обычная водопроводная.
В готовую бетонную смесь добавляют готовую пену. Как говорилось ранее, пенообразователь можно купить в магазине, или сделать самостоятельно по рецепту, описанному выше. Пену и бетонную смесь хорошо вымешивают, готовый раствор можно разливать по формам.
Вернуться к оглавлению
Разливание раствора по формам
Разливание раствора по формам.
Перед тем, как поместить раствор в подготовленные формы их необходимо смазать специальным средством, не содержащим масла. Есть две методики изготовления пеноблоков – литьевая, резательная. Первый способ предполагает заливание бетонного раствора в отдельные формы. После застывания достаточно извлечь готовый блок и оставить на поддоне еще не несколько часов. Недостатки данной технологии:
Есть две методики изготовления пеноблоков – литьевая, резательная. Первый способ предполагает заливание бетонного раствора в отдельные формы. После застывания достаточно извлечь готовый блок и оставить на поддоне еще не несколько часов. Недостатки данной технологии:
- возможная деформация металла;
- повреждение блоков в процессе извлечения.
Установка неровных блоков трудоемкая, такая конструкция будет значительно уступать по качеству. Достоинством такого способа является то, что в отличие от метода резки можно сэкономить не покупая оборудование для разрезания.
Вернуться к оглавлению
Технология резки
Процесс подразумевает разрезание цельной бетонной плиты на отдельные блоки. Преимущества данного метода:
- блоки геометрически правильные;
- ровные края;
- отсутствие сколов и неровностей.
Среди недостатков стоит указать:
- дорогостоящее оборудование;
- выбор момента для реки – при полном высыхании может смещаться струна для резки, недостаточно застывший бетон разрушается в процессе разрезания.
Вернуться к оглавлению
Рекомендации специалистов
Формы изготовляют из ламинированной фанеры или металлических листов.
Советы профессионалов помогут избежать непредвиденных проблем в процессе производства пеноблоков в домашних условиях. Для изготовления качественного стройматериала придерживайте следующих рекомендаций:
- Формы изготовляют из фанеры или металлических листов.
- Перед заливкой раствора обработайте внутреннюю поверхность форм специальным раствором, сами формы обтяните полиэтиленом.
- Сушку проводят при оптимальной температуре в 50-60 градусов на протяжении 2 суток.
- Материал извлекают после его полного высыхания.
- Готовые блоки оставляют на поддонах еще на несколько часов, только после этого возможна их установка.
Вернуться к оглавлению
Домашняя фабрикация блоков
При наличии необходимых умений и правильном подходе к процессу изготовления, пеноблоки изготовляются быстро. Большинство профессиональных строителей предпочитают изготавливать пеноблоки, экономя денежные средства, получая моральное удовлетворение от процесса.
Большинство профессиональных строителей предпочитают изготавливать пеноблоки, экономя денежные средства, получая моральное удовлетворение от процесса.
Вернуться к оглавлению
Вывод
Домашнее производство своего пенобетона помогает значительно сократить расходы на стройматериалы. Технология изготовления проста, главным условием является четкое соответствие инструкциям. Стоимость таких блоков зависит от выбора компонентов, их цены.
Пенобетон своими руками в домашних условиях
Среди материалов, предлагаемых на рынке строительного сырья, особой популярностью пользуются пеноблоки, для изготовления которых применяются специальные установки для производства пенобетона. В достоинствах использования пеноблоков убедились многие застройщики. Ведь универсальный стройматериал обладает комплексом преимуществ. Владея технологией изготовления строительных смесей, несложно осуществить изготовление пенобетона в домашних условиях с помощью обычной бетономешалки и вспомогательного оборудования. Остановимся детально на нюансах технологии.
Изготовление пенобетона в домашних условиях – общая информация
Планируя производство пеноблоков в домашних условиях, следует изучить, какие технологические приемы используются для изготовления, разобраться, как правильно готовится цементно-песчаный раствор, а также подготовить необходимые для производства пенобетонной смеси материалы, инструмент и оборудование. Желая использовать самостоятельно изготовленные пеноблоки для строительства дома, необходимо знать свойства и характеристики пенобетонного материала. Остановимся более детально на этих моментах.
Пенобетонные блоки используются при возведении домов малой этажности
Планируем изготовить пеноблоки своими руками – выбираем способ изготовления
Используются различные технологии приготовления пенобетонной смеси на основе песка и цемента:
- Классическая. Для изготовления пеноблоков своими силами необходимо самостоятельно сделать пеногенератор или использовать покупной агрегат. Пеногенераторная установка направляет по магистралям состав в предварительно подготовленный раствор, включающий цемент, песок и воду. Рабочая смесь, смешанная с помощью бетоносмесителя с пенообразующим компонентом, подается для заливки в специальные формы. Их внутренние размеры соответствуют габаритам готовой продукции. Раствор твердеет в ходе гидратации портландцемента с образованием внутри пенобетонного массива воздушных ячеек. Процесс набора твердости осуществляется в условиях естественной температуры окружающего воздуха.
- Поризационная. Процесс производства пенобетона по поризационной технологии осуществляется с использованием специального устройства, называемого поризатором. Агрегат осуществляет введение сухих ингредиентов в пенообразователь, подаваемый под напором. Песчано-цементные частицы оседают на поверхности пенистых пузырей с образованием рабочего пеноматериала. Подготовленная смесь под напором подается по трубам на рабочий участок. Среди профессиональных строителей указанный технологический прием известен как сухой способ минерализации. Поризационная технология получила распространение в промышленном строительстве для непрерывной подачи пенобетонного раствора.
Для самостоятельного изготовления пенобетонных блоков наиболее распространена классическая технология с использованием пеногенератора.
Мастер может сам получить высококачественную пену, затратив на изготовление устройства минимум денег
Из чего делают блоки – готовим необходимые материалы
Процесс производства пеноблоков осуществляется в соответствии с рецептурой. Она регламентирует необходимую концентрацию компонентов смеси в зависимости от требуемого удельного веса пенобетона.
Независимо от марки изготавливаемого пенобетона, в состав смеси входят следующие ингредиенты:
- вяжущее вещество, в качестве которого используется портландцемент марки М400 или М500. С возрастанием марки применяемого цемента улучшаются эксплуатационные свойства вспененного композита;
- заполнитель в виде гранулированного керамзита или мелкофракционного песка. Применение вместо песка керамзитных гранул повышает теплоизоляционные характеристики пенобетона;
- покупной или самостоятельно приготовленный пенообразователь. Важно хранить пенообразователь не более 20 дней с момента приготовления при температуре до 25 градусов Цельсия;
- вода, подогретая до температуры 20-24 градусов Цельсия. Количество добавляемой воды определяется путем выполнения расчетов, соблюдая соотношение цемента и воды 5:2.
Для изготовления десяти кубических метров пенобетонной смеси потребуется:
- портландцемент в количестве 3,2 т;
- просеянный песок 2 т;
- пенообразователь в объеме 10-15 л;
- вода – 1,3 т.
Применение качественных компонентов, а также соблюдение рецептуры и технологии гарантирует рабочие характеристики пенобетона.
Перед тем, как как сделать пеноблоки в домашних условиях, следует ознакомиться с пропорциями для его изготовления
Инструмент, приспособления и оборудование для производства пеноблоков
В состав линии для изготовления пенобетона своими силами входит следующее оборудование:
- бытовая бетономешалка;
- пеногенерирующий агрегат;
- компрессорная установка;
- механический сепаратор;
- устройство для дозировки воды;
- соединительные трубы.
Также потребуются формовочные ящики для заполнения пенобетонным раствором. Не забудьте подготовить лопаты и ведра для подачи сырья в бетоносмеситель. При увеличенных объемах производства потребуется погрузчик или шнековый транспортер, ускоряющий подачу исходного сырья. Сегодня предлагаются мобильные установки для производства пенобетона в домашних условиях, которые можно недорого арендовать. Комплектность и мощность применяемого оборудования зависит от предполагаемых объемов производства.
Какими свойствами обладает качественный пенобетон
Пенобетон – популярный стройматериал, обладающий следующими достоинствами:
- повышенными теплоизоляционными свойствами, обусловленными ячеистой структурой. Для отопления пеноблочных зданий требуется меньший объем затрат, так как в них лучше сохраняется тепло;
- устойчивостью к воздействию отрицательных температур с последующим оттаиванием. Целостность пеноблоков сохраняется на протяжении 40-50 циклов глубокого замораживания;
Материал не боится химвоздействий, хорошо противостоит атмосферным осадкам
- стойкостью к влиянию повышенной температуры, вызванной контактированием с открытым огнем. При пожароопасных ситуациях сохраняется целостность пенобетонных строений;
- высокими шумоизоляционными характеристиками, благодаря которым обеспечиваются комфортные условия в помещении. Материал с пористой структурой эффективно поглощает внешние шумы;
- воздухопроницаемостью, способствующей поддержанию комфортной влажности и осуществлению воздухообмена. В пенобетонном помещении не развиваются микроорганизмы, не образуются колонии грибков.
К не менее важным преимуществам пенобетона также относятся:
- экологическая чистота;
- небольшой объем затрат на самостоятельное изготовление;
- легкость механической обработки;
- увеличенные габариты пеноблоков;
- небольшой вес изделий.
Наряду с достоинствами даже качественный пенобетон обладает некоторыми недостатками:
- повышенной гигроскопичностью. Пенобетонные стены нуждаются в надежной защите;
- увеличенной хрупкостью. При транспортировании и кладке следует оберегать блоки от механических повреждений.
Несмотря на недостатки, застройщики отдают предпочтение пенобетону благодаря серьезным преимуществам материала.
Технология производства пеноблоков в домашних условиях
Технология производства пеноблоков в домашних условиях предусматривает выполнение следующих работ:
Чем дольше замешивается композиция, тем больше разрушается пена, что недопустимо, так как чревато существенным снижением прочностных и иных характеристики готового пенобетона
- Подготовка исходных компонентов в количествах, соответствующих рецептуре.
- Приготовление необходимого объема пенообразователя из пеноконцентрата.
- Смешивание в бетоносмесителе цементно-песчаного раствора.
- Добавление воды и введение пены с последующим смешиванием.
- Заливка пенобетонной смеси в формовочные емкости.
- Отстаивание готовых блоков в емкостях.
- Извлечение продукции из форм для дальнейшей сушки.
Для самостоятельного изготовления блоков необходимо заранее приготовить разборную форму. Остановимся более детально на особенностях выполнения отдельных видов работ.
Изготовление сборной формы для пеноблоков
Изготовление своими руками формовочного ящика для заливки пеноблоков предоставляет возможность не ограничиваться стандартными габаритами изделий. Конструируя формовочную емкость, следует учесть количество блоков, которые будут заливаться за один прием.
Для изготовления формы применяются следующие материалы:
- влагостойкая фанера;
- металлический лист;
- строганые доски.
Процесс изготовления формовочной емкости несложный:
- Подготовьте рабочий чертеж или эскиз формовочного ящика.
- Перенесите эскизные размеры на применяемый материал.
- Нарежьте боковые и поперечные заготовки требуемых размеров.
- Вырежьте дно формовочной емкости.
После изготовления отдельных элементов соберите форму. При использовании фанеры уложите внутрь ячеек полиэтилен, облегчающий извлечение готовых изделий и предохраняющий материал от поглощения влаги. Поверхность металлического ящика смажьте отработанным маслом.
Постарайтесь делать формы с максимально правильной геометрией
Приготовление цементно песчаного раствора
Процесс подготовки песчано-цементной смеси выполняется по следующему алгоритму:
- Очистите песок от примесей с помощью сита.
- Взвесьте необходимое количество портландцемента и песка.
- Загрузите ингредиенты в бетоносмеситель.
- Перемешайте в течение 5 минут до однородной консистенции.
После перемешивания в готовую смесь добавьте воду и смешайте в течение трех минут с предварительно подготовленной пеной.
Какой использовать пенообразователь для пенобетона
Качество пенообразователя влияет на эксплуатационные характеристики пенобетона. Применяются различные пенообразователи:
- покупные, предлагаемые в специализированных магазинах. Они представляют собой концентрат, который разводится до требуемого состояния согласно рекомендациям предприятия-изготовителя;
- самостоятельно изготовленные. В состав самодельного пенообразователя входят едкий натр в количестве 0,15 кг, 0,06 кг столярного клея и килограмм канифоли. Ингредиенты смешивают при небольшом нагреве до однородной консистенции с последующим добавлением воды.
Самостоятельно подготовленный пенообразователь не уступает по качеству готовому концентрату.
Разливаем готовый пенобетонный раствор
Заполнение формовочных емкостей осуществляется различными способами:
- вручную при небольших объемах производства пенобетонных блоков;
- с помощью бетононасоса при изготовлении блоков в промышленных объемах.
Залитый пенобетон твердеет в течение 10-12 часов, после чего изделия извлекаются из форм, устанавливаются на поддоны и сушатся в закрытом помещении. При комнатной температуре продолжительность сушки достигает 48 часов.
Заключение
Изготовление пеноблоков в домашних условиях позволяет сэкономить денежные средства на строительство дома. Для организации производства блоков важно тщательно ознакомиться с технологическими нюансами, подобрать необходимое оборудование и изучить рецептуру.
Страница не найдена для production_of_foam_concrete
Имя пользователя*
Эл. адрес*
Пароль*
Подтвердите Пароль*
Имя*
Фамилия*
Страна
Выберите страну … Аландские острова IslandsAfghanistanAlbaniaAlgeriaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelauBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Санкт-Эстатиус и SabaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийского океана TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканского RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongo (Браззавиль) Конго (Киншаса) Кук IslandsCosta RicaCroatiaCubaCuraÇaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГайтиОстров Херд и острова МакдональдГондурасХо нг КонгВенгрияИсландияИндияИндонезияИранИракОстров МэнИзраильИталия Кот-д’ИвуарЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКувейтКиргизияЛаосЛатвияЛебанЛезотоЛиберияЛибияоЛихтенштейнЛихтенштейнЛитва ЮжныйAR, ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorwayOmanPakistanPalestinian TerritoryPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalQatarRepublic из IrelandReunionRomaniaRussiaRwandaSão Tomé и PríncipeSaint BarthélemySaint HelenaSaint Китса и NevisSaint LuciaSaint Мартин (Голландская часть) Сен-Мартен (французская часть) Сен-Пьер и MiquelonSaint Винсент и GrenadinesSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия / Sandwich ОстроваЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурция ТуркменистанТуркс и Острова КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобритания (Великобритания) США (США) УругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЗападное СамоаЙеменЗамбияЗимбабве
Captcha *
Регистрируясь, вы соглашаетесь с Условиями использования и Политикой конфиденциальности.*
Страница не найдена для properties_of_foam_concrete
Имя пользователя*
Эл. адрес*
Пароль*
Подтвердите Пароль*
Имя*
Фамилия*
Страна
Выберите страну … Аландские острова IslandsAfghanistanAlbaniaAlgeriaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelauBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Санкт-Эстатиус и SabaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийского океана TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканского RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongo (Браззавиль) Конго (Киншаса) Кук IslandsCosta RicaCroatiaCubaCuraÇaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГайтиОстров Херд и острова МакдональдГондурасХо нг КонгВенгрияИсландияИндияИндонезияИранИракОстров МэнИзраильИталия Кот-д’ИвуарЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКувейтКиргизияЛаосЛатвияЛебанЛезотоЛиберияЛибияоЛихтенштейнЛихтенштейнЛитва ЮжныйAR, ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorwayOmanPakistanPalestinian TerritoryPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalQatarRepublic из IrelandReunionRomaniaRussiaRwandaSão Tomé и PríncipeSaint BarthélemySaint HelenaSaint Китса и NevisSaint LuciaSaint Мартин (Голландская часть) Сен-Мартен (французская часть) Сен-Пьер и MiquelonSaint Винсент и GrenadinesSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Грузия / Sandwich ОстроваЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурция ТуркменистанТуркс и Острова КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобритания (Великобритания) США (США) УругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЗападное СамоаЙеменЗамбияЗимбабве
Captcha *
Регистрируясь, вы соглашаетесь с Условиями использования и Политикой конфиденциальности.*
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3 , Март 2021 г. Публикация в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для свою систему менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 4 (апрель-2021)
Отправить сейчас
IRJET Vol-8, выпуск 3, март 2021 Публикация в процессе …
Просмотр Статьи
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
уроков по развитию инфраструктуры в Африке
Онни; БЯСТ, 5 (4): 417-424, 2015; Номер артикула BJAST.2015.040
418
1. ВВЕДЕНИЕ
Различные виды бетона используются во многих различных областях применения. Пенобетон представляет собой пористый бетон марки
. Характеристики и применение делают его
похожим на газобетон. Синонимы:
Газобетон, Легкий бетон и
Пористый бетон.Ячеистый бетон был запатентован
для использования в качестве изоляционного материала в 1923 году. Первым всесторонним обзором
по пенобетону был
, представленный [1], а подробный анализ — [2].
[3], суммировал состав, свойства и
использования ячеистого бетона, независимо от метода формирования ячеистой структуры
[4],
исследовал потенциал латерита как мелкодисперсного
Агрегат во вспененном производство бетона.Газобетон
, полученный добавлением воздухововлекающего агента
к бетону (или легкого заполнителя
, такого как керамзит
заполнитель или пробковые гранулы и вермикулит)
, иногда называемый ячеистым бетоном, легкий
газобетон, бетон переменной плотности,
пенобетон
и легкий или ультралегкий бетон
[5,6]. Состав пены
обеспечивает стабильность и препятствует сливу (утечке)
воды [7].Газобетон
, изготовленный в автоклаве, который производится на месте с использованием совершенно другого метода
, не следует сравнивать с пенобетоном
.
Пенобетон применим в различных континентальных климатических условиях
. В жарком континентальном климате
с очень жаркими днями и холодными ночами с
температурами 90 ° C и 10 ° C соответственно,
успешно используется в Казахстане, Иране,
Кыргызстане и Узбекистане.В этом климате пенобетон
может поддерживать идеальную температуру внутри дома
в течение всего дня при толщине стен
всего 40 сантиметров. Те же 40см. стены из пенобетона
, достаточно
, чтобы сохранять тепло, страны с холодным климатом
,
Канады, России и Украины. В странах с холодным климатом
большая часть энергии расходуется на отопление
с домами, обычно построенными с толстыми стенами
или с 2 слоями — кирпич и теплоизоляция.
можно использовать только пенобетон для стен, внутренних стен, пола и крыши
, таким образом,
имеет очень прочный и прочный дом, [8]. Также в
тропическом климате Индии, Вьетнама, Малайзии
и Южной Африки успешно применяется пенобетон
. Материал не может быть поражен насекомыми
и мышами. Все африканское сообщество еще должно
быть вовлечено в экономику пенобетона
приложений, поэтому основное внимание в этой статье.
2. МАТЕРИАЛЫ И ПЕНА
ТЕХНОЛОГИЯ БЕТОНА
Требуемое сырье:
• Цемент;
• Песок мелкий;
• Стабильная пена;
• Вода
Мелким песком может быть обычный кварцевый песок
карьерная пыль или промышленные отходы и отходы
, возникающие в результате добычи и обработки
известняка и других горных пород.
Механизированная производственная линия будет состоять из
следующих единиц:
i.Отвал песка
ii. Конвейерная лента для песка
iii. Бункер для песка с шнековым дозатором
iv. Цементный бункер с шнековым дозатором
v. Пенообразователь
vi. Завод по производству пенопласта
vii. Металлическая матрица для формования пенобетона
Песок может транспортироваться по конвейерной ленте
в бункер для песка, который оборудован дозирующим устройством
для измерения количества песка
, необходимого для конкретного серийного производства.
Цемент заливается также в бункер для цемента
, оборудованный дозатором. Цемент —
, смешанный с песком с использованием водоформирующего раствора. Этот
далее смешивается с пеной, полученной из машины для производства пены
. Типичная компоновка завода по производству пенобетона
показана на рис. 1. Стабильная пена
является ключевым ингредиентом при производстве пенобетона
. Эта пена производится простым генератором пены
, в котором смешиваются воздух, вода и пенообразователи
и образуется устойчивая пена.
Пена может быть получена из белков или синтетических химикатов
. Он на 95% состоит из воздуха
и очень стабилен, что позволяет ему выдерживать
стадий смешивания с суспензией раствора. Израсходованное количество пены
может повлиять на стоимость производимого бетона в размере
. Как правило, для изготовления
1 м
3
пенобетона (с плотностью
в диапазоне от 900 до 1300 кг / м
3
) требуется
примерно 400-500 литров предварительно отформованной пены. .Различные размеры пеногенератора
зависят от объема
пенобетона, который необходимо смешать.
Фиг. На фиг.2 (а) и (б) ниже показан образец генератора пены
и готовой машины для пенобетона
соответственно [9].
| ||||||||||||||||||||||||||||||||||||||||||||||||||
Производство и контроль качества ячеистого бетона
Ячеистый бетон можно производить разными способами.Для любого конкретного приложения размер проекта, тип проекта и требуемые свойства материала будут определять наилучший метод производства и последующие требования к оборудованию. Независимо от требований к проекту и материалам, использование правильного оборудования и исходных материалов, а также надлежащие меры контроля качества обеспечат успех вашего проекта.
Способы производства ячеистого бетона
Метод серийного производства
Первый метод производства ячеистого бетона также является самым простым методом, то есть серийным способом производства.Подразумевается, что ячеистый бетон производят партиями. Базовую суспензию готовят в смесителе, а затем добавляют пену, образующуюся извне. Типы миксеров могут сильно различаться, включая коллоидные миксеры и транзитные миксеры для готовой смеси. Даже порционное смешивание в ведре ручным дрель-миксером может дать хорошие результаты.
Для достижения желаемой плотности необходимо выполнить расчеты конструкции смеси, чтобы определить, сколько пены добавить к заданному объему основной суспензии. Требуемый объем пены вместе с мощностью пенообразователя затем используется для расчета времени, в течение которого пена должна быть впрыснута в смеситель.Наш калькулятор расчета смеси — отличный инструмент для расчета пропорций и времени доз пены.
Пена обычно добавляется в смеситель во время перемешивания, и ее всегда следует добавлять в последнюю очередь. Перед добавлением пены в смеситель важно тщательно перемешать другие материалы.
После добавления необходимого количества пены миксер продолжает перемешивание до тех пор, пока пена полностью не смешается до однородного состояния. (При использовании коллоидного смесителя пену нельзя смешивать с помощью смесительного насоса с большим усилием сдвига, ее следует добавлять во вторичный резервуар.)
После гомогенного перемешивания ячеистой суспензии следует начинать укладку материала. Часто задаваемый вопрос: «Как долго вы можете оставить перемешивание клеточной суспензии?» Ответ состоит в том, что существует слишком много факторов, чтобы дать универсальный ответ. Учитываются качество пены, плотность ячеек, тип смесителя, конструкция основной смеси для суспензии и температура окружающей среды.
Если предположить, что любой из упомянутых факторов не слишком отклоняется от нормы, во многих случаях смесь может быть оставлена в смесителе. в течение как минимум 30 минут, а во многих случаях намного дольше, прежде чем возникнет необходимость в установке.Если ячеистая смесь будет оставаться в миксере на длительный период времени, лучше всего позволить материалу продолжать перемешивание, хотя и с медленной скоростью.
Вообще говоря, процесс периодического смешивания лучше подходит для небольших производственных потребностей, а также требует меньших инвестиций в оборудование для получения ячеистого бетона. В периодическом процессе можно легче контролировать плотность без большого опыта. Кроме того, управление плотностью может быть проще, если требуемые объемы материала меньше или требуется много пусков и остановок во время укладки.
Метод непрерывного производства
Второй метод производства ячеистого бетона известен как непрерывный производственный процесс. Во многих случаях ячеистый бетон или вспененный цемент необходимо перекачивать к месту укладки. Если используется насос, то пену можно впрыскивать и смешивать в потоке на шланге насоса, а не в смесителе.
Этот метод производства может обеспечить множество преимуществ, в том числе более высокую производительность, более высокие объемы производства для смесителя любого размера и возможность регулировать плотность ячеек «на ходу».”
Сравнение двух методов производства с проектом, требующим 100 ярдов ³ (76,46 м³) 30 ПХФ материала, выглядит следующим образом: При использовании метода серийного производства потребовалось бы 10 грузовиков готовой смеси для доставки и смешивания необходимого количества материала. . Каждый грузовик должен был доставить примерно три ярда³ (2,29 м³) основного раствора, к которым нужно было добавить семь ярдов³ (5,35 м³) пены. Кроме того, на месте потребуется отдельный насос, если материал необходимо перекачивать к месту размещения.
При использовании непрерывного метода потребуется всего четыре грузовика, каждый из которых доставляет примерно семь с половиной ярдов³ (5,73 м³) основного раствора. Полные грузовые автомобили с жидким навозом выгружаются из смесителя в бункер насоса для ячеистого бетона, и 70 ярдов³ (53,52 м³) пены, необходимой для получения 100 ярдов³ (76,46 м³) материала 30 PCF, затем впрыскиваются и смешиваются на линии. пока материал перекачивается.
Непрерывный производственный процесс — это «динамический» производственный процесс, означающий, что все входы — i.е., скорость перекачивания суспензии, скорость производства пены, давление в системе и в трубопроводе могут измениться — и при этом изменятся объем и плотность производимого материала.
Из-за этих факторов этот процесс обычно требует дополнительных знаний и опыта, и, что наиболее важно, оборудования, предназначенного для этого типа производства. Однако при надлежащем обучении и оборудовании оператор может быстро освоить метод непрерывного производства и воспользоваться его преимуществами.
Контроль качества ячеистого бетона
При любом методе производства существует ряд факторов контроля качества, которые влияют на успех производства.Ниже приведены некоторые из универсально применимых рекомендаций, которым следует следовать.
Приготовление основной суспензии
Базовую суспензию необходимо хорошо перемешать. Необходимо тщательно перемешать, чтобы гарантировать, что все сухие материалы хорошо распределены в суспензии перед смешиванием с пеной.
Для серийного производства базовый раствор должен содержать все вяжущие материалы и воду, смешанные вместе, прежде чем пена будет добавлена в смеситель. Если после пены были добавлены какие-либо сухие материалы, весьма вероятно, что после того, как сухой материал войдет в контакт с пеной, пузырьки пены лопнут.
Для любого производства ячеистого бетона при приготовлении суспензии в смесителе барабанного типа необходимо следить за тем, чтобы порошок не «слежался» по бокам барабана или не «набивался» на дне барабана.
Хорошим индикатором того, что суспензия не была перемешана достаточно хорошо, являются портландские шары или агломерация портландцемента внутри суспензии. Часто это можно наблюдать, когда суспензия выгружается из смесителя.
В зависимости от размера скоплений они могут быть видны или обнаруживаться только при ощупывании жидкого навоза руками.Когда происходит агломерация, это указывает на то, что вяжущие материалы плохо диспергируются и могут привести к снижению прочности ячеистого бетона на сжатие. Использование разбавителей воды, пластификаторов или дисперсионных смесей может помочь в решении этой проблемы.
Хотя при использовании любых смесей, необходимо провести тестирование на совместимость, чтобы убедиться, что смесь не вступает в реакцию с пеной. В худшем случае ад-смесь вызовет разрыв пузырьков пены, в результате чего ячеистая суспензия разрушится либо в смесителе, либо после размещения.
Использование Fresh Portland
Portland действительно имеет срок годности. Если Portland оставить неиспользованным слишком долго, может начаться процесс гидратации, что приведет к получению ячеистого бетона плохого качества. Это особенно заметно с материалами в мешках, которые можно купить в розничных точках, хотя это действительно происходит, когда Портленд хранится где-нибудь слишком долго.
Обнаружение твердых шариков портлендского порошка в мешке или контейнере для хранения является ключевым показателем того, что Портленд слишком стар, чтобы его можно было надежно использовать для производства.При использовании ячеистый материал может иметь более низкую, чем ожидалось, прочность или может также привести к образованию суспензии, которая не схватится до того, как проявится некоторое сжатие ячеистого материала.
Использование высококачественных концентратов пены
Хороший пеногенератор, вероятно, сможет сделать то, что кажется хорошей пеной для использования в ячеистом бетоне — с любым пенообразователем — даже с мылом для посуды.
Однако, если пенообразователь не был разработан таким образом, чтобы выдерживать суровые условия процесса смешивания и процесса укладки (особенно перекачивания), ячеистый материал во многих случаях разрушается или раздавливает пузырьки пены в процессе производства и укладки.Меньшая плотность и более высокий подъем усугубляют проблему.
Ключевым показателем хорошего пеноконцентрата для ячеистого бетона является его способность выдерживать более высокие подъемы материала. ASTM C869 — это стандартный набор для пенообразователей, используемых при производстве ячеистого бетона. Стандарт разработан для проверки прочности пены и ее способности оставаться неповрежденной на протяжении всего процесса смешивания и перекачивания.
Как минимум рекомендуется использовать сертифицированную ASTM пену для производства ячеистого бетона, хотя это не означает, что все пенопласты, соответствующие стандарту, одинаковы.
Как упоминалось ранее, высота подъема является хорошим показателем качества пенопласта, и не все пенопласты, сертифицированные ASTM, имеют одинаковую эффективность по этому показателю. При прочих равных, чем выше достигаемая подъемная сила, тем лучше пенообразователь.
Использование оборудования для производства пены хорошего качества
Вообще говоря, чем меньше пузырь пены, тем выше долговечность ячеистой суспензии во время производства и размещения.
Хорошее оборудование для пенообразования будет производить пену с консистенцией «крема для бритья» и очень маленьким размером пузырьков.Кроме того, хороший пеногенератор позволит оператору контролировать выход пены, плотность пены и соотношение воды к концентрату и будет постоянным при каждом использовании.
При выборе оборудования для производства пены, как и при покупке любого оборудования, следует учитывать общее качество сборки и конструкции. Оборудование, рассчитанное на долговечность и удобство обслуживания, имеет решающее значение для обеспечения стабильной работы и качества пены из года в год.
Определение и поддержание надлежащего отношения воды к концентрату для пены и поддержание плотности пены
Несмотря на отсутствие отраслевого стандарта, большинство производителей пены рекомендуют соотношение воды и концентрата 40: 1.Это может варьироваться в зависимости от пены. Однако Richway рекомендует это в качестве отправной точки для нашего концентрата CMX.
Кроме того, мы рекомендуем начальную точку для плотности пены три фунта на кубический фут. Опять же, это может варьироваться в зависимости от производителя. Обычно соотношение 40: 1 и плотность 3PCF позволяют производить практически любую конструкцию ячеистой бетонной смеси. Однако, в зависимости от области применения, соотношение воды и концентрата и плотность пены могут незначительно варьироваться.
Если вы думаете о пузыре пены как о простом воздухе, который содержится в пленке из поверхностно-активного вещества и воды, то поверхностно-активное вещество — это то, что придает пузырьку прочность и позволяет пузырьку выжить в процессе смешивания и размещения.Если используется более высокое соотношение воды и концентрата, тем тоньше будет стенка пузыря. То же самое и с пеной меньшей плотности.
При этом есть много случаев, когда более высокое отношение воды к концентрату и более низкая плотность пены могут быть успешно использованы, даже в материалах с меньшей плотностью (например, 30 PCF) и в более сложных местах (например, более длинные расстояния откачки и высоты подъема). При тщательном контроле процесса и тестировании пользователи, скорее всего, обнаружат, что это правда.
Подготовка, обращение и разрыв испытательных цилиндров
Как и в случае с любым вяжущим материалом, изготовление цилиндров для образцов для испытаний является важным компонентом контроля качества.ASTM 495 — это стандарт, который описывает надлежащую процедуру изготовления испытательных цилиндров из ячеистого бетона.
Здесь следует отметить несколько важных моментов. При изготовлении цилиндров из ячеистого бетона не следует подвергать материал стержням. Наполните цилиндр наполовину и постучите по бокам, чтобы удалить любые застрявшие воздушные карманы. Когда он наполнен, еще раз постучите по бокам и снимите верх перед укупоркой.
После изготовления баллонов дайте им постоять не менее 24 часов перед обращением или транспортировкой.Их следует размещать в защищенном от вибрации месте, а в идеале — в каком-либо месте, где можно регулировать температуру, например, в холодильнике. Если ими манипулировать / подвергать слишком сильной вибрации во время начального схватывания, пузырьки могут лопнуть и вызвать схлопывание материала или могут возникнуть микронапряжения, что приведет к более низким, чем ожидалось, результатам прочности.
Перед испытанием на сжатие баллонам необходимо дать достаточно высохнуть на воздухе. Испытание баллона, который все еще содержит влагу, покажет низкую прочность на разрыв.
Кроме того, сушильные цилиндры в печи должны использоваться только для проверки сухого веса, а не для испытаний на сжатие. Обычно мы полагаем, что разница в весе между влажным и сухим материалом составляет примерно 5% -ное уменьшение плотности. Тем не менее, это следует проверять для любого заданного дизайна смеси, поскольку различия в расходах материалов будут давать различия между влажным и сухим весом.
Перед тем, как цилиндры сломаются, важно подготовить их с помощью герметика. Это помогает обеспечить сквозную перпендикулярность и устраняет любые краевые дефекты, возникшие в процессе извлечения из формы.
Использование машины для испытания на сжатие подходящего размера важно для получения точных результатов. Пресс, рассчитанный на максимальную производительность, в 10 раз превышающую ожидаемую прочность материала, является хорошим ориентиром.
В случае испытания цилиндров 3X6 из материала 30 PCF, мы ожидаем в диапазоне прочности на сжатие 200–250 фунтов на квадратный дюйм или 1428–1785 фунтов общей сжимающей силы. Так что в идеале пресс с цилиндрическим разрывом имеет максимальную мощность около 18 000 фунтов. будет использоваться. Можно также использовать прессы меньшего размера, если они не недооценены.
Мониторинг плотности
Поскольку прочность ячеистого бетона напрямую зависит от плотности, чрезвычайно важно проверять плотность материала на протяжении любого конкретного проекта.
Во многих случаях спецификации проектов могут требовать только один цилиндр (который будет испытываться на сжатие) каждый час или на определенное количество произведенных грузовиков или ярдов. Однако более частый отбор образцов плотности материала, особенно в начале проекта, помогает гарантировать, что все оборудование и материалы выбраны правильно для проекта.
Недостаточный мониторинг плотности или в нужном месте может стоить больших денег. Если плотность материала слишком мала, он может не соответствовать требованиям прочности на сжатие. Если материал слишком тяжелый, это означает, что было использовано больше материалов, чем необходимо, и стоит больше денег, чем необходимо.
При производстве и размещении материала периодическим методом обычно можно отбирать пробы материала по мере его поступления из смесителя непосредственно в место размещения. Отбор проб должен производиться путем выгрузки материала из миксера в большой сосуд, например, пятигаллонное ведро, с последующим зачерпыванием материала оттуда в испытательные цилиндры.
Однако, если для размещения используется насос, отбор проб может оказаться более сложной задачей. Образцы следует брать в месте размещения или как можно ближе к месту размещения. Если ячеистый бетон смешивается в смесителе и проверяется плотность при его поступлении в насос, вероятно, может быть разница в плотности на конце шланга насоса.
При перекачивании ячеистого бетона (это означает, что пена была добавлена перед подачей в насос), некоторые пузырьки могут раздавиться или лопнуть во время процесса.Однако это не всегда так, поскольку здесь действует множество факторов. Если это произойдет, это приведет к более высокой плотности материала в месте размещения.
При взятии пробы с конца шланга насоса не просто помещайте цилиндр в поток материала, чтобы заполнить цилиндр. Захватите все поперечное сечение потока материала в контейнер большего размера, например, в ведро на пять галлонов, и зачерпните материал в цилиндр.
Причина этого в том, что если есть отклонения в поперечном сечении потока материала, часть, из которой он был взят, может не дать хорошего представления о плотности материала в совокупности.
Часто ячеистый бетон закачивают в глухую переборку, как в случае применения скользящей футеровки, или в подземные заброшенные объекты, такие как канализационные линии или подземные резервуары. В таких сценариях может быть невозможно получить доступ к материалу, поступающему непосредственно из конца шланга.
Распространенным методом отбора материала пробы является создание «испытательного тройника» на переборке или там, где шланг насоса присоединяется к точке доступа. Тройник с шаровым краном на нем позволит отбирать пробу материала для проверки плотности.В идеале шаровой кран должен иметь тот же размер, что и насосный шланг, так что снова полный поток материала может быть выгружен в контейнер для отбора проб.
Как показано на рисунке, у тестового тройника есть трехдюймовый изгиб, который должен быть повернут вниз, чтобы легче удерживать материал. Трехдюймовый колено используется на двухдюймовой линии, чтобы замедлить скорость материала, выходящего из тройника. Если контрольный тройник не нужен, увеличение диаметра шланга на последние несколько футов — хороший способ замедлить скорость материала при высокой производительности, что делает отбор проб материала более управляемым.
Использование правильного оборудования и методов укладки с помощью насоса
При перекачивании ячеистого бетона может возникнуть множество проблем, связанных с обеспечением надлежащей плотности на конце шланга насоса, куда помещается материал. Тип насоса, размер шланга и длина шланга в зависимости от плотности; дизайн смеси; и производительность — все это важные факторы.
Используемый метод производства и оборудование — это другие важные аспекты, которые следует учитывать при укладке ячеистого бетона с помощью насоса.Подробнее о перекачке и укладке ячеистого бетона читайте здесь.
Просмотреть все ресурсы
Добыча руды Импорт каменных дробилок из Китая
1988 Год основания 1988
69+ Патенты и сертификаты
400+ Количество сотрудников
13350+ Обслуживаем клиентов
Звездные продукты
Системы дробильно-сортировочной установки
продуманы до мельчайших деталей, и весь процесс всегда находится в руднике.
Онлайн чат
Полные квалификационные аттестаты
C&M Mining Machinery — частная китайская компания, занимающаяся проектированием, производством и поставкой мобильных решений для дробления и сортировки по всему миру для строительной, горнодобывающей, карьерной и перерабатывающей промышленности.
Передовые производственные технологии и оборудование
C&M Mining Machinery владеет более чем 50 запатентованным оборудованием собственной разработки, обеспечивающим оцифровку вырубки, автоматизацию сварки и сборочного формования, а также строгий контроль качества продукции на протяжении всего процесса.
Котельная по индивидуальному заказу
C&M Mining Machinery имеет сильную команду разработчиков котлов и построила полную систему исследований и разработок.
Комплексное и профессиональное послепродажное обслуживание
C&M Mining Machinery имеет профессиональные группы послепродажного обслуживания, которые обеспечивают техническое руководство для всего процесса установки и бесплатное обучение для эксплуатационного и обслуживающего персонала..
Добро пожаловать в компанию
C&M Mining Machinery — высокотехнологичная инженерная группа. Мы специализируемся на исследованиях, разработке и производстве оборудования для промышленного дробления, измельчения порошков, обогащения полезных ископаемых и других сопутствующих устройств.
Узнать больше
[randpic] ВИБРАЦИОННЫЕ ГИНЫ — MBE-CMTV Вибрационные грохоты, тип VMSL Вибрационные грохоты VMSL обеспечивают высокую удельную пропускную способность на площадках, эквивалентных размерам грохотов с линейным или круговым движением.